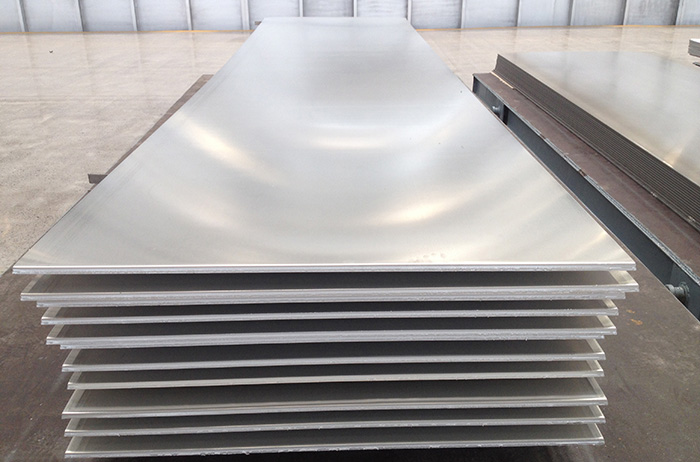
Aluminum sheet plate production process
A process for the production with high yield strength and ductility of the aluminium alloy (aluminum plate) sheet suitable, especially for the manufacture of automobile panel. This process involves not been heat-treated aluminium alloy (aluminum plate) cast into a slab, said slab is then rolled through a series of final gauge sheet obtained, the better option is to back subsequent heat treatment recrystallization occurs. Rolling step including hot rolling and warm rolling the slab in order to obtain an intermediate thickness of the intermediate product, the intermediate product was then cooled, then in the range from room temperature to 340 degrees Celsius in the intermediate warm rolling and cold rolling to obtain a final product specifications sheet. This series of rolling process is carried out continuously without intermediate goods Coiling and complete annealing of the intermediate sheet. The invention also relates to a sheet alloy products.

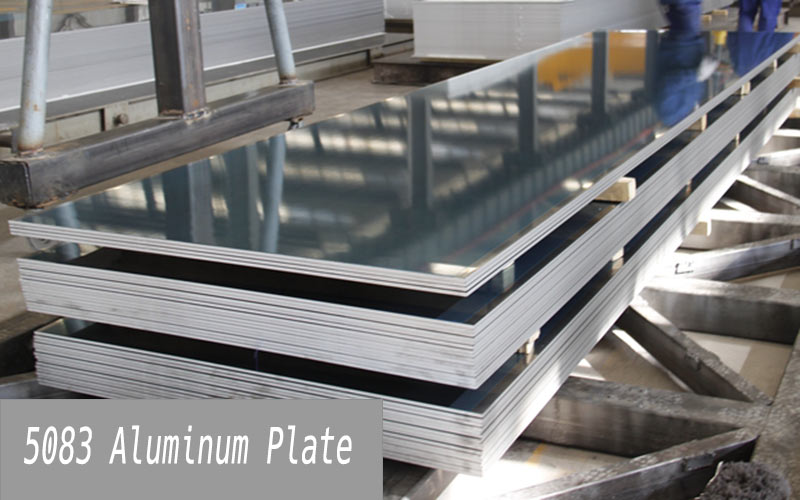
The present invention relates to a method for producing aluminum sheet production process. In particular, the present invention relates to a plate by rolling method never produced in the heat-treated alloy at suitable forming. For example, in the manufacture of automobile panel of 5000 series aluminium alloy (aluminum plate)s.
When the 5000 series aluminium alloy (aluminum plate) (ie magnesium as the major alloying element) is typically used in automotive panel (fender, door, hood, etc.), for such applications, providing a high yield point and high ductility alloy sheet are thinking To achieve. Rolling to get the right size and yield strength of aluminum sheet by continuous casting after. In the conventional continuous casting process, obtained from hot-rolled and casting metal temperature system, then coiled (at a temperature of about 300 degrees Celsius) is then sent to another mill, in less than 160 degrees Celsius for the final cold rolling .
To refine, to be mentioned herein that is commonly referred to as "hot rolling" is at a temperature higher than the recrystallization temperature of the alloy of implementation. For alloys between roll pass rolling or subsequent recrystallization annealing coils themselves. It said "Cold" usually means having a large number of work-hardening rate of work rolls during rolling so that neither alloy or after recrystallization does not occur reply. "In warm rolling" between the two execution so that no recrystallization yield strength due to the recovery process, but the substantial reduction. For aluminum, hot temperatures exceed 350 degrees Celsius, cold temperatures less than 150 degrees Celsius, the temperature in the rolling between 150 and 350 degrees implemented.

Unfortunately, the conventional method of the above-mentioned intermediate winding is cumbersome and expensive, storage and transportation need to obtain a product with a microcrystalline structure suitable to produce the desired yield strength.
In U.S. Patent No. 5,514,228, and in May 7, 1996 discloses a coaxial casting process, in which the plate has not been around the middle circle and rolled into the desired final specifications. However, before the final rolling it needs further solution treatment, so before the final winding sheet completely is annealed continuously. However, the 5000 series alloys after solution treatment can not be strengthened.
It is an object of the present invention is convenient and economical way to produce non-heat-treated aluminum plates for application in automobile manufacturing forum.
Another object of the present invention is to provide a process with successive steps without passing through the middle of the secondary production of aluminium alloy (aluminum plate) rolled plate 5000 series, to obtain a high yield of aluminum products.
One aspect of the present invention, there is provided a process for the production of aluminum sheet, including: casting without aluminum heat treatment to form a flat ingot, and then through a series of flat rolled steel ingot steps to produce the final product specifications . Rolling steps include: hot and warm rolling in slab form intermediate standard intermediate plate, sheet between cooled; then at room temperature to 340 degrees C temperature range in the middle of the plate were warm rolling and cold rolling; series continuous rolling step without intermediate piece wound or fully annealed.

The above-mentioned processes so-called H2 tempering an alloy. Further recrystallization annealing suitable for sheet production at the used car.
Another aspect of the present invention, there is provided an aluminium alloy (aluminum plate) plate from an aluminium alloy (aluminum plate) made without heat treatment, which is a process comprising: casting without aluminum heat treatment to form a flat steel ingot; the flat steel ingot through a series of rolling to produce the final product specifications; rolling step comprises: hot rolling temperature and rolling the slab to form an intermediate sheet intermediate sizes, cooling the intermediate sheet, and then at room temperature to 340 degrees C temperature range were the intermediate plate temperature rolling and cold rolling; continuous series of rolling steps without intermediate piece wound or fully annealed.
The above-mentioned processes so-called H2 tempering an alloy. Further recrystallization annealing suitable for sheet production at the used car.
Another aspect of the present invention, there is provided an aluminium alloy (aluminum plate) plate from an aluminium alloy (aluminum plate) made without heat treatment, which is a process comprising: casting without aluminum heat treatment to form a flat steel ingot; the flat steel ingot through a series of rolling to produce the final product specifications; rolling step comprises: hot rolling temperature and rolling the slab to form an intermediate sheet intermediate sizes, cooling the intermediate sheet, and then at room temperature to 340 degrees C temperature range were the intermediate plate temperature rolling and cold rolling; continuous series of rolling steps without intermediate piece wound or fully annealed.
As described above, the present invention requires the temperature of hot-rolled and rolled and without a ring around the middle or completely back underway warm rolling and cold rolling. When the continuous rolling flat steel ingot when hot slab loses heat to the air and rolls for hot rolling in the rolling end temperature (ie below the crystallization temperature).
This is by hot rolling and the warm rolling method. During hot rolling, metal complete recrystallization to release any strain energy generated during casting. It depends on the temperature during the simultaneous occurrence of the amount of cold working, and the composition of the alloy. During the rolling temperature, strain energy due to the gradual establishment of rolling, which is a metal called "recovery." As recrystallization, like, go out and outside temperature on the composition and the degree of recovery depends on the amount of cold working and alloys. Recrystallization important distinction between recovery and yes, that is recrystallization resulted in a rapid reduction of internal tension and occurs during hot rolling, but restore the entire cycle warm rolling and cold rolling occurs, and the internal tension is stationary reduced, but most of the pressure during the "warm" rolling is released.

The process of the present invention without any heat treatment of aluminium alloy (aluminum plate) useful, these aluminum final approach is fully annealed condition. However, the strengthening of the grain size is the most important in automotive applications 5000 series alloys. The process can be used for all 5000 series alloys are transported in a fully annealed condition, but is particularly useful for AA5754 alloy, this alloy contains a limited amount of Mg, in order to avoid stress corrosion cracking, which alloys, grain size is particularly important to strengthen a. Higher Mg content such as AA5182 alloy sensitive to stress corrosion cracking, but they have more strength. Of course, for such alloys it is beneficial, but not so obvious.
The process of the invention, at least in its preferred form, there is provided a 5000 series aluminum car body structure of production, which has been on a continuous caster rolling to obtain good mechanical properties.
One advantage of the invention is that, although the self-annealing does not produce the preferred microstructure and properties, but at a lower temperature after rolling recrystallization and subsequent annealing, indeed produce the desired fine particle size, high strength and favorable crystallographic texture.
A process for the production of aluminium alloy (aluminum plate) sheet, comprising: casting without aluminum heat treatment to form a flat ingot and flat steel ingot through a series of rolling steps to produce the final product specifications. Rolling steps include: hot and warm rolling in slab form intermediate standard intermediate plate, sheet between cooled; then at room temperature to 340 degrees C temperature range in the middle of the plate were warm rolling and cold rolling; series continuous rolling step without intermediate piece wound or fully annealed.